Производитель станкаОршанский станкостроительный завод Красный борец. В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности. В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Производство универсального плоскошлифовального станка модели 3Г71 с горизонтальным шпинделем началось в 1972 году. Следующими моделями, запущенными в производство были 3Е711, 3Е711В
Способы и особенности плоского шлифования
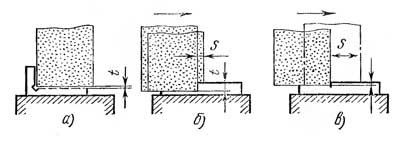
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезаниемприменяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование— процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачейпозволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
3Г71 универсальный горизонтальный плоскошлифовальный станок. Общие сведения
Станок предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Устройство и работа станка модели 3Г71 и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель ВШПГ-35.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Внутри станины установлен гидроагрегат, обслуживание которого производится через левую дверку станины.
С правой стороны рядом со станком устанавливается бак охлаждения.
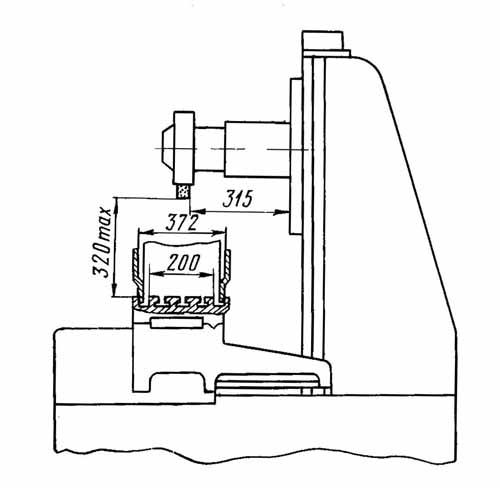
Габариты рабочего пространства плоскошлифовального станка 3Г71
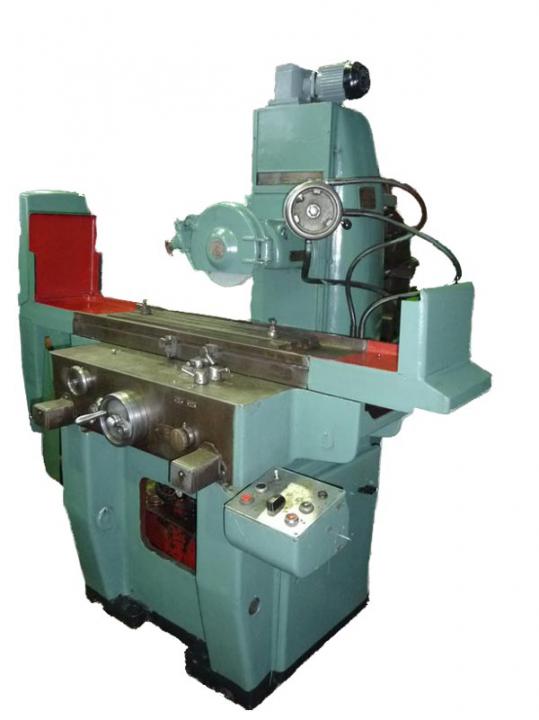
Общий вид универсального плоскошлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3Г71
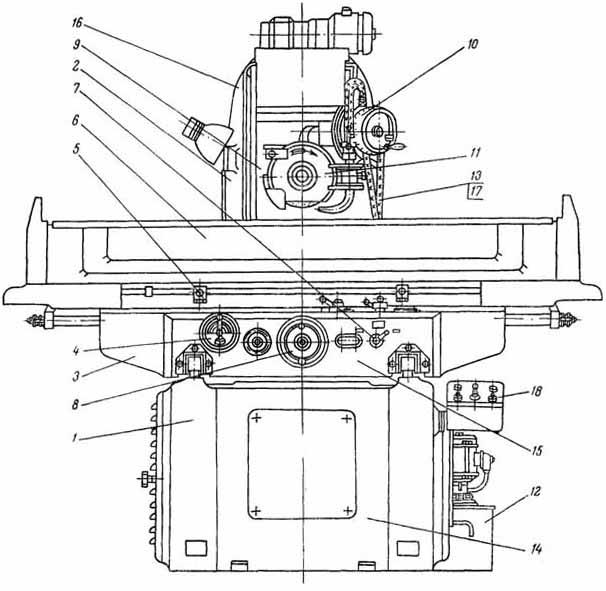
Перечень составных частей шлифовального станка 3Г71
Технические данные и характеристики станка 3Г71
Класс точности по ГОСТ 8-82 В
Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм 630 х 200 х 320
Расстояние от оси шпинделя до зеркала стола, мм 80...445
Рабочий стол станка
Размеры рабочей поверхности стола (длина х ширина), мм 630 х 200
Продольное перемещение стола, мм 710
Скорость продольного перемещения стола, м/мин 5 ... 20
Перемещение стола за один оборот маховика механизма продольного перемещения, мм 15,3
Механизм поперечной подачи стола
Перемещение стола поперечное, мм 235
Цена деления лимба маховика поперечного перемещения стола, мм 0,05
Цена деления лимба микрометрической подачи поперечного перемещения стола, мм 0,01
Автоматическая поперечная подача на каждый ход стола, мм 0,3...4,2
Шлифовальная головка
Наибольшее вертикальное перемещение шлифовальной головки, мм 365
Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин 0,27
Размеры шлифовального круга, мм 250 х 32 х 76
Число оборотов шлифовального круга в минуту 2740
Шлифовальная бабка
Цена деления лимба маховика вертикального перемещения, мм 0,001
Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм 0,005...0,05
Электрооборудование и привод станка
Количество электродвигателей на станке 5
Электродвигатель привода шпинделя, кВт/ об/мин 2,2/ 2860
Электродвигатель гидропривода, кВт/ об/мин 1,1/ 930
Производительность насоса гидропривода, л/мин 25
Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин 0,18/ 1400
Электродвигатель насоса охлаждения, кВт/ об/мин 0,125/ 2800
Производительность насоса охлаждения, л/мин 22
Электродвигатель магнитного сепаратора, кВт/ об/мин 0,08/ 1390
Общая установленная мощность всех электродвигателей, кВт 3,685
род тока питающей сети 50Гц, 380/220 В
Габариты и масса станка
Габарит станка (длина х ширина х высота), мм 1870 х 1550 x 1980
Масса станка, кг 2000
 © 2024 ООО "Мегасофт"
© 2024 ООО "Мегасофт"
