Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
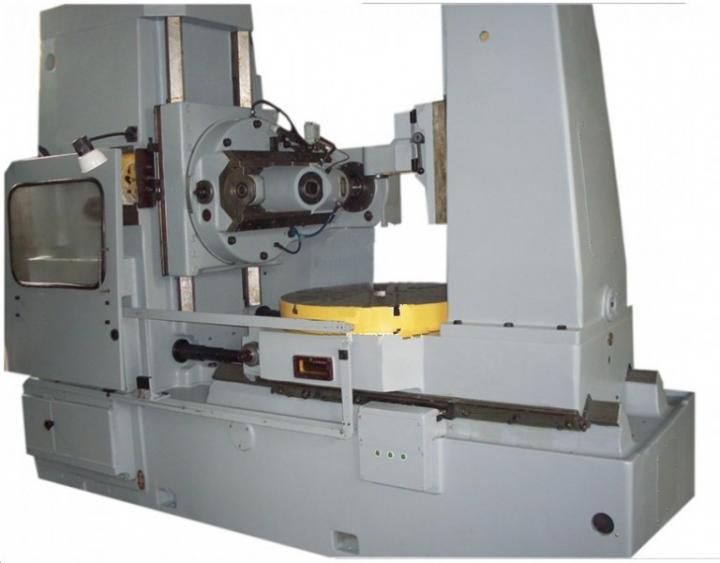
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
| Модель станка | Наибольшие размеры обрабатываемых колес, мм | Наибольшие размеры червячных фрез, мм | Частота вращения фрезы, об/мин | Масса станка m | Примечание | |||
| диаметр | модуль | ширина венца | диаметр | длина | ||||
| 5304В | 80 | 1,5 | 100 | 80 | 70 | 100-800 | 2,4 | Вертикальные |
| 5К301П | 125 | 2,5 | 100 | 100 | 90 | 100-500 | 1,7 | |
| 53А10 | 125 | 2,5 | 140 | 100 | 100 | 40-900 | 1,8 | |
| 53А20В | 200 | 4 | 180 | 125 | 140 | 80-500 | 4,3 | |
| 53А20Ф4 | 200 | 6 | 180 | 125 | 140 | 80-500 | 6,0 | |
|
| 320 | 6 | 220 | 160 | 160 | 50-400 | 6,8 | |
| 53А33Ф4 | 320 | 6/10 | 250 | 160 | 180 | 80-360 | 9 | |
|
| 500 | 8 | 350 | 180 | 200 | 40-405 | 9,7 | |
|
| 800 | 10 | 350 | 200 | 200 | 40-405 | 10,8 | |
|
| 1250 | 14 | 560 | 225 | 240 | 28-270 | 17 | |
| 5А342П | 2000 | 20 | 760 | 300 | 300 | 8-100 | 31,8 | |
| 5В343П | 3200 | 32 | 1350 | 360 | 425 | 10-60 | 82 | |
| 5В345П | 5000 | 40 | 2200 | 420 | 500 | 8,5-85 | 138 | |
| 5В348 | 8000 | 40 | 2200 | 420 | 500 | 5-50 | 128 | |
| 5В348/12,1 | 12000 | 40 | 2200 | 420 | 500 | 5-50 | 227 | |
| 53А13 | 125 | 4/6 | 150 | 125 | 140 | 118 530 | 5,5 | Продукционные |
| 53А33 | 320 | 6/11 | 220 | 160 | 220 | 71-450 | 9 | |
| 5Д312 | 320 | 6 | 140 | 160 | 140 | 80-475 | 5,7 | |
| 53А08П | 80 | 2,5 | 100 | 71 | 63 | 100-1100 | 1,9 | Горизонтальные |
| 5К354 | 320 | 10 | 1425 | - | - | 25 - 200 | 15,7 | |
| 5В370 | 500 | 20 | 2800 | 250 | 300 | 10 - 100 | 27 | |
| 5В373П | 800 | 30 | 3500 | 400 | 475 | 7,4-74 | 43,8 | |
| 5В375 | 1250 | 40 | 3474 | 400 | 500 | 6-60 | 58,4 |
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н - суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
 © 2026 ООО "Мегасофт"
© 2026 ООО "Мегасофт"

