К современным машинам и приборам предъявляются высокие требования по технико-эксплуатационным характеристикам, точности и надежности работы. Эти показатели обеспечиваются высокой точностью размеров и качеством обработанных поверхностей деталей машин и приборов. Поэтому, несмотря на большие достижения технологии производства высококачественных заготовок, роль обработки резанием и значение металлорежущих станков в машиностроении непрерывно повышаются.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Назначение и область применения сверлильного станка 2Н135
Станки универсальные вертикально-сверлильные 2Н135, с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Габарит рабочего пространства сверлильного станка 2Н135 (см рис 1)
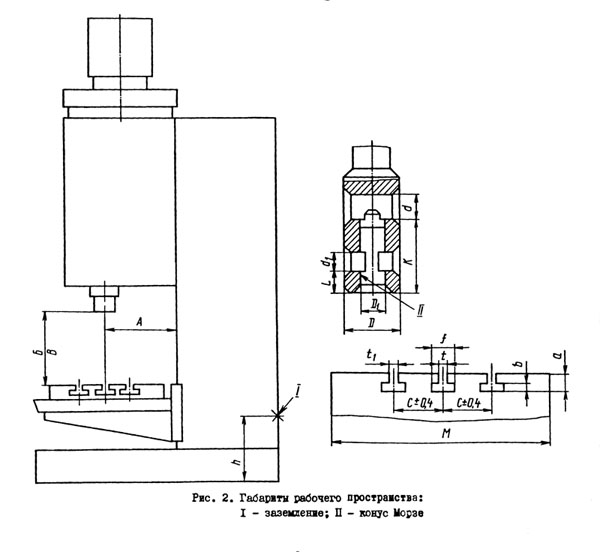
Модель станка Конус Морзе А Б В D D1 М
2Н135 4 300 750 30 60 31,267 450
Общий вид сверлильного станка 2Н135 (см ри2)

Расположение основных частей сверлильного станка 2Н135
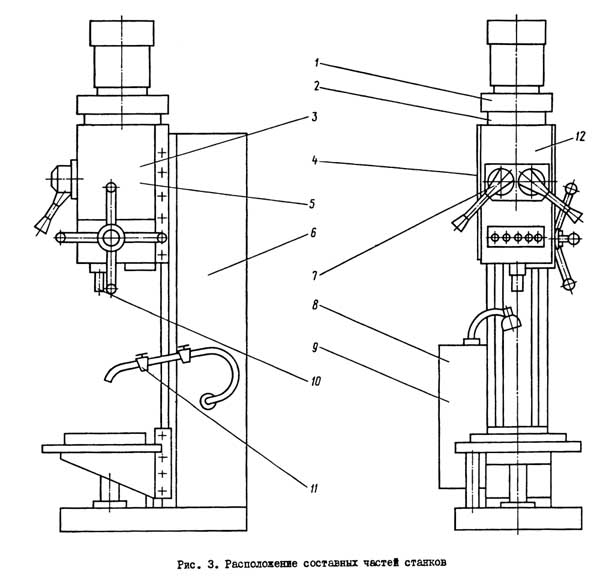
Обозначение основных частей сверлильного станка 2Н135
Расположение органов управления сверлильного станка 2Н135

Перечень органов управления сверлильного станка 2Н135
Колонна, стол, плита.Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты - резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод.Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков. Опоры валов коробки размещены в двух плитах - верхней и нижней, скрепленных между собой четырьмя стяжками. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту и зубчатую передачу. Последний вал коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой, которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам.
Коробка подач.Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес, на станках 2Н125, 2Н135 - из зубчатых колес - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта, передающая вращение червяку.
Сверлильная головкапредставляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
Технические характеристики станка 2Н135
Наименование параметра 2Н135
Основные параметры станка
Наибольший диаметр сверления в стали 45, мм 35
Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм 30...750
Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм 700...1120
Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм 300
Рабочий стол
Максимальная нагрузка на стол (по центру), кг
Размеры рабочей поверхности стола, мм 450 х 500
Число Т-образных пазов Размеры Т-образных пазов 3
Наибольшее вертикальное перемещение стола (ось Z), мм 300
Перемещение стола на один оборот рукоятки, мм
Шпиндель
Наибольшее перемещение (установочное) шпиндельной головки, мм 170
Наибольшее перемещение (ход) шпинделя, мм 250
Перемещение шпинделя на одно деление лимба, мм 1,0
Перемещение шпинделя на один оборот маховичка-рукоятки, мм 122,46
Частота вращения шпинделя, об/мин 31,5...1400
Количество скоростей шпинделя 12
Наибольший допустимый крутящий момент, Нм 400
Конус шпинделя Морзе 4
Механика станка
Число ступеней рабочих подач 9
Пределы вертикальных рабочих подач на один оборот шпинделя, мм 0,1...1,6
Управление циклами работы Ручное
Наибольшая допустимая сила подачи, кН 15
Динамическое торможение шпинделя Есть
Привод
Электродвигатель привода главного движения, кВт 4,0
Электронасос охлаждающей жидкости Тип Х14-22М
Габарит станка
Габариты станка, мм 2535 х 825 х 1030
Масса станка, кг 1200
 © 2026 ООО "Мегасофт"
© 2026 ООО "Мегасофт"
