История станкостроения на Ижевском машиностроительном заводе "Ижмаш"начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
За все время работы станкостроительного производства завода "Ижмаш", (в настоящее время ОАО «ИжмашСтанко»), было выпущено 128 тысяч единиц станков и более 1500 моделей станков и специального технологического и станочного оборудования.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали ИЖ 1И611П, 95ТС, 1-ИС, 250ИТВМ, 240ТС, ИТС11, ИТС12 и токарные станки с ЧПУ 1И611ПМФ3, ИТ42.
Универсальный токарно-винторезный станок 1И611П повышенной точности.
Назначение и область применения
Универсальный токарно-винторезный станок 1И611Пповышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков - коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной - поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет автономную систему смазки, работающую от электрической гидростанции.
Особенности конструкции станка
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
- Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
- Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
- Объемный стружкосборник, удобное удаление стружки;
- Преселективное управление скоростями шпинделя;
- Предохранительное устройство от перегрузки механизма подач;
- Механизм-верньер для точного отсчета поперечного перемещения суппорта;
- фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
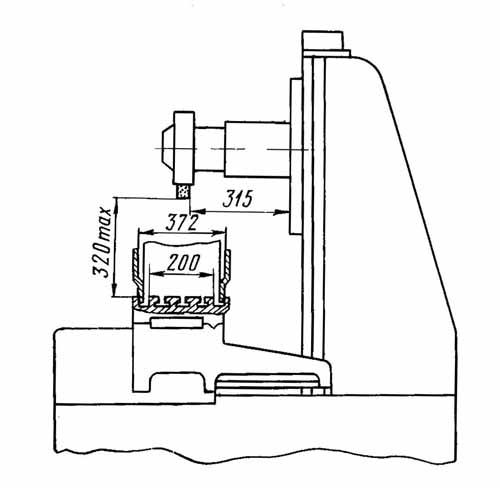
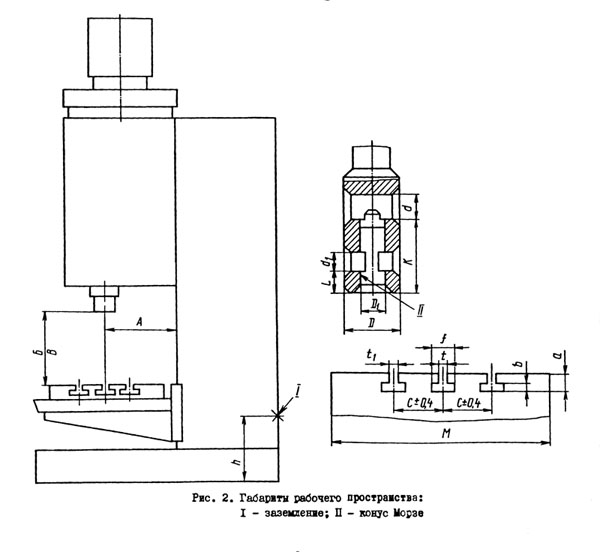
Габаритные размеры рабочего пространства станка 1И611П

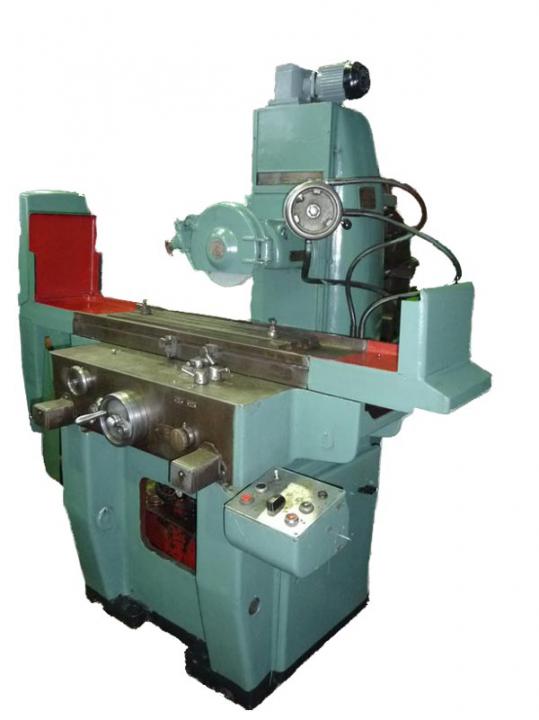
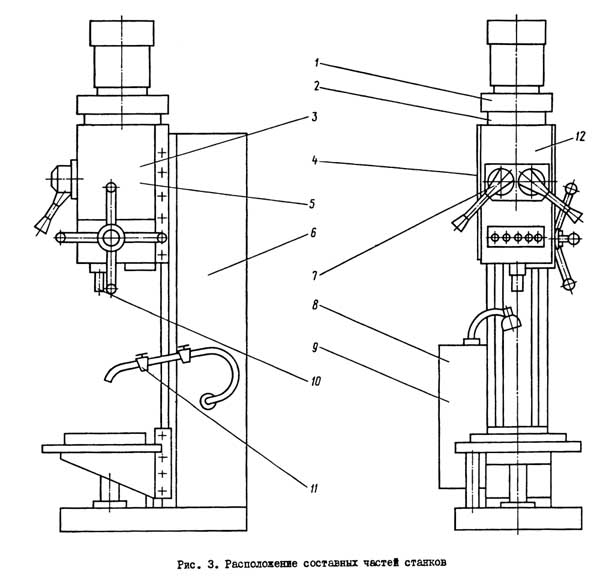
Общий вид токарно-винторезного станка 1И611П

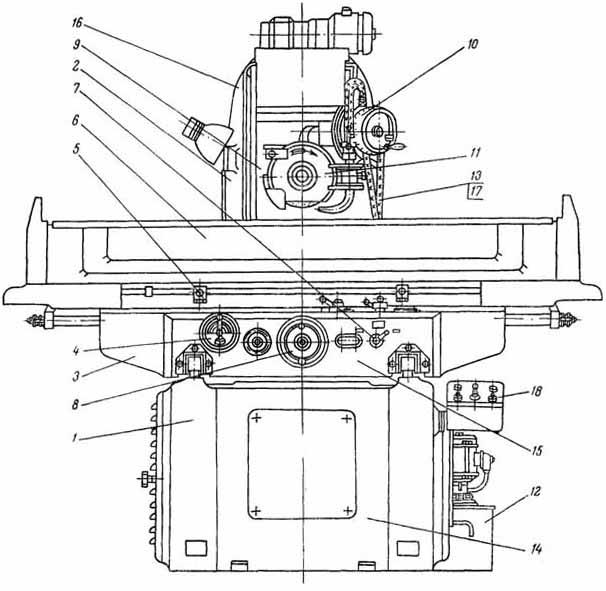
Расположение органов управления токарно-винторезного станка 1И611П

Спецификация органов управления токарно-винторезного станка 1И611П
- Маховик преселективного выбора скоростей шпинделя.
- Рукоятки переключения подач и резьб.
- Рукоятки переключения подач и резьб.
- Рукоятки переключения подач и резьб.
- Рукоятка переключения трензеля и звена увеличения шага.
- Рукоятка переключения перебора.
- Маховик ручной продольной подачи.
- Рукоятка ручной поперечной подачи.
- Рукоятка закрепления резцовой головки.
- Рукоятка включения и выключения ходового винта.
- Рукоятка фиксации системы охлаждения.
- Тумблер «Освещение».
- Рукоятка перемещения верхних салазок
- Рукоятка зажима пиноли.
- Рукоятка закрепления задней бабки на станине.
- Рукоятка реверсирования подачи.
- Маховик перемещения пиноли.
- Гайка для закрепления задней бабки на станине.
- Рукоятка пуска и останова.
- Рукоятка регулирования предохранительного механизма.
- Кнопка «Стол» главного движения.
- Кнопка «Пуск» главного движения.
- Пакетный выключатель «Охлаждение».
- Пакетный выключатель «Сеть».
- Рукоятка переключения скоростей шпинделя.
Конструкция токарно-винторезного станка 1И611П
Редуктор
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с 'помощью рукоятки в два этапа — вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают пока не снизится число оборотов шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя, таким образом, включение требуемой скорости.
При работе на низких скоростях шпинделя (ниже 100 об/мин) включение может быть произведено сразу — движением рукоятки до отказа. В случае, если , по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключения не произошло, необходимо отпустить ручку и повторить переключение снова.
Передняя бабка
В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, 'переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач.
Коробка подач
Коробка подач закрытого типа позволяет без применения сменных шестерен нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 0,5, модульные с модулем 0,2-1-30 мм и получать подачи в пределах от 0,02 до 6 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет произвести прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
Гитара
Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 2.
Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания ' модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен.
В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.
Технические характеристики токарно-винторезных станков 1И611П
Наименование параметра 1И611П
Основные параметры
Класс точности по ГОСТ 8-82 П
Наибольший диаметр заготовки над станиной, мм 250
Наибольший диаметр заготовки над суппортом, мм 125
Наибольшая длина заготовки (РМЦ), мм 500
Шпидель
Диаметр сквозного отверстия в шпинделе, мм 25
Наибольший диаметр прутка, мм 24
Число ступеней частот прямого вращения шпинделя
Частота прямого вращения шпинделя, об/мин 20..2000
Число ступеней частот обратного вращения шпинделя
Частота обратного вращения шпинделя, об/мин
Размер внутреннего конуса в шпинделе, М Морзе 4
Конец шпинделя по ГОСТ 12593-72 4
Подачи
Наибольшая длина хода каретки, мм 500
Число ступеней продольных подач
Пределы рабочих подач продольных, мм/об 0,01..1,8
Число ступеней поперечных подач
Пределы рабочих подач поперечных, мм/об 0,005..0,9
Скорость быстрых перемещений суппорта, продольных, м/мин нет
Скорость быстрых перемещений суппорта, поперечных, м/мин нет
Количество нарезаемых резьб метрических
Пределы шагов нарезаемых резьб метрических, мм 0,2..48
Количество нарезаемых резьб дюймовых
Пределы шагов нарезаемых резьб дюймовых 24..0,5
Количество нарезаемых резьб модульных
Пределы шагов нарезаемых резьб модульных 0,2..30
Количество нарезаемых резьб питчевых нет
Пределы шагов нарезаемых резьб питчевых нет
Электрооборудование
Количество электродвигателей на станке 3
Мощность электродвигателя главного привода, кВт 3
Тип электродвигателя главного привода АОЛ2-32-4
Мощность электродвигателя быстрых перемещений, кВт нет
Тип электродвигателя быстрых перемещений нет
Мощность электродвигателя гидростанции, кВт 0,08
Тип электродвигателя гидростанции АОЛ-012-4
Мощность электродвигателя насоса охлаждения, кВт 0,05
Насос охлаждения (помпа) ПА-22
Габариты и масса станка
Габариты станка (длина ширина высота), мм 1770_970_1300
Масса станка, кг 1120













 © 2026 ООО "Мегасофт"
© 2026 ООО "Мегасофт"